Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.



10-12-2018, 00:00
Data publikacji: 06-11-2018
Akustyka – Wyznaczanie poziomów mocy akustycznej i poziomów energii akustycznej źródeł hałasu na podstawie pomiarów ciśnienia akustycznego – Metody dokładne w komorach bezechowych i w komorach bezechowych z odbijającą podłogą
Zakres
1.1 Postanowienia ogólne
W niniejszej Normie Międzynarodowej określono metody pomiaru poziomów ciśnienia akustycznego mierzonych na powierzchni pomiarowej otaczającej źródło hałasu (maszynę lub urządzenie) w komorze bezechowej lub komorze bezechowej z odbijającą podłogą. Poziom mocy akustycznej wytwarzany przez źródło hałasu (lub poziom energii akustycznej w przypadku emisji hałasu impulsowego lub hałasu o przebiegu nieustalonym) oblicza się na podstawie wyników tych pomiarów wykonanych w pasmach częstotliwościowych 1/3-oktawowych lub z zastosowaniem charakterystyki częstotliwościowej A łącznie z poprawkami uwzględniającymi wszelkie różnice, które mogą zaistnieć pomiędzy warunkami meteorologicznymi w czasie i miejscu badania, a warunkami meteorologicznymi odniesienia.
Na ogół zakres częstotliwości pomiarowych obejmuje pasma 1/3-oktawowe o częstotliwościach środkowych od 100 Hz do 10 000 Hz. W praktyce zakres ten jest rozszerzany lub ograniczany do częstotliwości poza tym zakresem lub w obrębie tego zakresu, tak aby w tych określonych granicach pomieszczenie badawcze było kwalifikowane do celów pomiarów.
1.2 Rodzaje hałasu i źródeł hałasu
Metody określone w niniejszej Normie Międzynarodowej są odpowiednie dla wszystkich rodzajów hałasu (ustalonego, nieustalonego, zmiennego, pojedynczych impulsów energii dźwiękowej itp.) zdefiniowanych w ISO 12001.
Badanym źródłem hałasu może być urządzenie, maszyna, element lub podzespół maszyny. Największy wymiar źródła hałasu zależy od określonych wymagań dotyczących promienia hipotetycznej kuli lub półkuli stosowanej jako otaczająca powierzchnia pomiarowa.
1.3 Pomieszczenie badawcze
Pomieszczeniami badawczymi, które mają zastosowanie do pomiarów wykonanych zgodnie z niniejszą Normą Międzynarodową, są komora bezechowa lub komora bezechowa z odbijającą podłogą, zwane również, odpowiednio, pomieszczeniem badawczym z polem swobodnym lub pomieszczeniem badawczym z polem swobodnym nad odbijającą podłogą.
1.4 Niepewność pomiarów
W niniejszej Normie Międzynarodowej podano informacje o niepewności związanej z wyznaczaniem poziomów mocy akustycznej lub poziomów energii akustycznej w przypadku pomiarów wykonywanych w określonych pasmach częstotliwości oraz z zastosowaniem charakterystyki częstotliwościowej A. Niepewność ta odpowiada niepewności określonej w ISO 12001:1996 dla klasy dokładności 1 (dokładnej).
Data publikacji: 06-11-2018
Pył krzemionkowo-wapienny do betonu -- Definicje, wymagania i kryteria zgodności
Zakres
Niniejsza Norma Europejska dotyczy pyłu krzemionkowo-wapiennego (SCF), który jest produktem ubocznym karbotermicznego procesu wytwarzania stopów krzemionkowo-wapniowych.
W niniejszej Normie Europejskiej podano wymagania chemiczne i fizyczne dotyczące SCF stosowanego jako dodatek typu II do betonu zgodnego z EN 206 lub do zaprawy, zaczynu i innych mieszanek. W niniejszej Normie Europejskiej określono również kryteria zgodności i związane z nimi zasady.
W niniejszej Normie Europejskiej nie podano postanowień dotyczących stosowania SCF w betonie. Pewne ogólne zasady stosowania dodatków typu II podano w EN 206.
UWAGA Dodatkowe zasady dotyczące stosowania SCF w betonie mogą być podane w niesprzecznych normach krajowych dotyczących betonu.
Data publikacji: 06-11-2018
Specyfikacja i kwalifikowanie technologii spawania metali -- Badanie technologii spawania -- Część 8: Spawanie rur z płytami sitowymi
Zakres
Niniejsza część ISO 15614 określa wymagania dotyczące badania technologii podczas kwalifikowania technologii spawania łukowego metalowych złączy rur z płytą sitową w sposób ręczny, częściowo lub w pełni zmechanizowany albo automatyczny.
Niniejsza norma jest częścią serii norm ISO 15614. Szczegóły dotyczące tej serii norm podano w ISO 15607, Załącznik A.
Kwalifikowanie technologii spawania złączy rur z płytą sitową może być stosowane dla wszystkich złączy, przenoszących wszystkie obciążenia lub spawanych tylko dla uszczelnienia, zgodnie z wymaganiami normy dotyczącej stosowania.
Niniejsza część ISO 15614 stosowana jest do spawania złączy metalowych rur z płytami sitowymi, jeżeli pomiędzy rurami a płytą występuje odstęp, dla konkretnego zakresu grubości płyty sitowej. Niniejsza część ISO 15614 nie ma zastosowania w przypadku płyt sitowych z odkuwanymi występami, do których następnie spawa się rury (spoiny wykonywane od zewnątrz/od środka rury).
W przypadku spawania rozpęczanych mechanicznie złączy rur z płytą sitową procedura kwalifikowania technologii spawania powinna zostać zdefiniowana.
Dla innych zastosowań i/lub wymagań niniejsza część ISO 15614 może być stosowana, jeżeli wymaga się tego w specyfikacji.
W badaniu technologii należy uwzględnić spawanie związane z naprawą.
Data publikacji: 07-11-2018
Obuwie chroniące przed substancjami chemicznymi -- Część 1: Terminologia i metody badań
Zakres
W niniejszej Normie Europejskiej podano metody badań odporności obuwia chroniącego przed wybranymi substancjami chemicznymi w następujących sytuacjach, w czasie których dochodzi do kontaktu: rozprysk, degradacja i przenikanie/przesiąkanie.
Data publikacji: 07-11-2018
Metody badania materiałów na podkłady podłogowe -- Cześć 9: Stabilność wymiarowa
Zakres
W niniejszym dokumencie opisano metodę badania w celu określenia stabilności wymiarowej (t.j. skurczu i rozszerzalności) materiałów na podkłady podłogowe na bazie cementu, siarczanu wapnia, magnezji i żywic syntetycznych wytworzonych zgodnie z EN 13892-1.
Data publikacji: 09-11-2018
Farby i lakiery -- Ochrona przed korozją konstrukcji stalowych za pomocą ochronnych systemów malarskich -- Część 1: Ogólne wprowadzenie
Zakres
W niniejszym dokumencie określono ogólny zakres normy ISO 12944 (wszystkich części). Zawarto w nim także niektóre podstawowe terminy i definicje i zamieszczono ogólne wprowadzenie do innych części ISO 12944. Ponadto zawarto w nim ogólne ustalenia dotyczące zdrowia, bezpieczeństwa i ochrony środowiska oraz wytyczne dotyczące stosowania ISO 12944 (wszystkich części) dla określonego projektu.
Data publikacji: 15-11-2018
Spawanie i procesy pokrewne -- Oznaczanie zawartości wodoru w metalu spoiny
Zakres
W niniejszym dokumencie określono procedury pobierania próbek i procedury analityczne dotyczące oznaczania wodoru dyfundującego w spoinie złącza ze stali martenzytycznej, bainitycznej i ferrytycznej powstającego w procesach spawania łukowego tego rodzaju stali z użyciem materiału dodatkowego.
Techniki określone w niniejszym dokumencie polegają na pomiarze ilości wodoru dyfundującego zgromadzonego ponad powierzchnią rtęci lub gromadzenie go w przestrzeni gazowej wypełnionej gazem obojętnym, takim jak argon. Ilość zebranego wodoru jest określana przez pomiar jego objętości w pierwszym przypadku i poprzez, na przykład, pomiar przewodności cieplnej w drugim przypadku.
Temperatura gromadzenia wodoru dyfundującego jest kontrolowana w celu uniknięcia aktywowania cieplnego wodoru nie ulegającego dyfuzji.
Data publikacji: 15-11-2018
Konstrukcje drewniane -- Drewno konstrukcyjne o przekroju prostokątnym sortowane wytrzymałościowo -- Część 2: Sortowanie maszynowe; wymagania dodatkowe dotyczące badań typu
Zakres
W niniejszym dokumencieprzedstawiono dodatkowe wymagania do podanych w EN 14081-1 dotyczących badania typu dla drewna konstrukcyjnego, klasyfikowanego za pomocą maszyn sortowniczych, o przekroju prostokątnym, kształtowanym za pomocą cięcia, strugania lub w inny sposób, z odchyłkami wymiarów zgodnymi z normą EN 336. Zawarto wymagania dla maszyn sortujących wytrzymałościowo.
Data publikacji: 15-11-2018
Eurokod 2: Projektowanie konstrukcji z betonu -- Część 4: Projektowanie zamocowań do stosowania w betonie
Zakres
(1) W niniejszej Normie Europejskiej podano metodę projektowania zamocowań (połączeń elementów konstrukcyjnych i niekonstrukcyjnych do innych części konstrukcji), które są stosowane do przekazania oddziaływań na beton. Ta metoda projektowania wykorzystuje modele fizyczne oparte na połączeniu badań i analiz numerycznych zgodnych z normą EN 1990: 2002, 5.2.
Dodatkowe zasady przekazywania obciążeń z zamocowań na podpory elementu betonowego podano w EN 1992-1-1 i Załącznik A do niniejszej EN
Wkłady osadzone w elementach prefabrykowanych podczas produkcji, przy spełnieniu warunków Zakładowej Kontroli Produkcji (FPC) i z odpowiednim zbrojeniem, przewidziane do użycia tylko podczas sytuacji przejściowej do podnoszenia i przenoszenia, są objęte dokumentem CEN/TR 15728.(2) Niniejsza EN jest przewidziana do zastosowań związanych z bezpieczeństwem, w których zniszczenie zamocowań będzie skutkować całkowitą lub częściową katastrofą, powodującą ryzyko zagrożenia życia lub prowadzącą do znacznych strat gospodarczych. W tym znaczeniu obejmuje także elementy niekonstrukcyjne.
(3) Podparcie uchwytu może być albo statycznie wyznaczalne, albo statycznie niewyznaczalne. Każde podparcie może się składać z jednego elementu mocującego, albo grupy takich elementów.(4) Niniejsza EN pozostaje ważna dla zastosowań, które wchodzą w zakres serii EN 1992. Przy zastosowaniach, gdzie konieczne są specjalne rozważania, np. w elektrowniach nuklearnych lub konstrukcjach obronnych, mogą być konieczne modyfikacje.
(5) Niniejsza EN nie obejmuje projektowania uchwytów. Zasady projektowania uchwytów określono w odpowiednich normach spełniających wymagania dotyczące uchwytów określone w niniejszej EN.(6) Dokument niniejszy bazuje na charakterystycznych wytrzymałościach i wymiarach, które są określone w Europejskiej Specyfikacji Technicznej Wyrobu (patrz Załącznik E). Co najmniej charakterystyki wymienione w Załączniku E, Tablica E.1 powinny być podane w Europejskiej Specyfikacji Technicznej Wyrobu stanowiąc podstawę metod projektowania wg niniejszej EN.
Data publikacji: 15-11-2018
Przygotowanie podłoży stalowych przed nakładaniem farb i podobnych produktów -- Wymagania techniczne dotyczące metalowych ścierniw stosowanych w obróbce strumieniowo-ściernej -– Część 3: Kulisty i ostrokątny śrut z wysokowęglowego staliwa
Zakres
W niniejszym dokumencie ustalono wymagania dla 14 granulacji kulistego śrutu z wysokowęglowego staliwa i 11 granulacji ostrokątnego śrutu z wysokowęglowego staliwa, które są stosowane w procesach obróbki strumieniowo-ściernej. Ustalono wartości twardości i gęstości oraz wymagania dotyczące wad/struktury i składu chemicznego.
Wymagania ustalone w niniejszym dokumencie mają zastosowanie wyłącznie do ścierniw dostarczanych jako „nowe”.
Nie dotyczy ścierniw podczas ich używania ani po ich użyciu.
Metody badań dotyczące metalowych ścierniw stosowanych w obróbce strumieniowo-ściernej są podane w różnych częściach ISO 11125.
Kulisty oraz ostrokątny śrut z wysokowęglowego staliwa są stosowane zarówno w oczyszczarkach strumieniowo-ściernych stacjonarnych, jak i przewoźnych. Są najczęściej stosowane tam, gdzie istnieje możliwość ich odzysku i ponownego wykorzystania.
UWAGA 1 Informacja dotycząca przybliżonych zależności między ścierniwami metalowymi z ISO 11124 a podanymi w powszechnie powoływanych normach krajowych jest podana w Załączniku A.
UWAGA 2 Chociaż niniejszy dokument został opracowany zwłaszcza w celu określenia wymagań związanych z przygotowaniem powierzchni konstrukcji stalowych, ustalone właściwości mogą być w zasadzie odpowiednie w zastosowaniu do przygotowania powierzchni innych materiałów lub ich części, przy wykorzystaniu technik obróbki strumieniowo-ściernej. Te techniki są opisane w ISO 8504-2.
Data publikacji: 15-11-2018
Przygotowanie podłoży stalowych przed nakładaniem farb i podobnych produktów -- Wymagania techniczne dotyczące metalowych ścierniw stosowanych w obróbce strumieniowo-ściernej -– Część 3: Kulisty i ostrokątny śrut z wysokowęglowego staliwa
Zakres
W niniejszym dokumencie ustalono wymagania dla 14 granulacji kulistego śrutu z wysokowęglowego staliwa i 11 granulacji ostrokątnego śrutu z wysokowęglowego staliwa, które są stosowane w procesach obróbki strumieniowo-ściernej. Ustalono wartości twardości i gęstości oraz wymagania dotyczące wad/struktury i składu chemicznego.
Wymagania ustalone w niniejszym dokumencie mają zastosowanie wyłącznie do ścierniw dostarczanych jako „nowe”.
Nie dotyczy ścierniw podczas ich używania ani po ich użyciu.
Metody badań dotyczące metalowych ścierniw stosowanych w obróbce strumieniowo-ściernej są podane w różnych częściach ISO 11125.
Kulisty oraz ostrokątny śrut z wysokowęglowego staliwa są stosowane zarówno w oczyszczarkach strumieniowo-ściernych stacjonarnych, jak i przewoźnych. Są najczęściej stosowane tam, gdzie istnieje możliwość ich odzysku i ponownego wykorzystania.
UWAGA 1 Informacja dotycząca przybliżonych zależności między ścierniwami metalowymi z ISO 11124 a podanymi w powszechnie powoływanych normach krajowych jest podana w Załączniku A.
UWAGA 2 Chociaż niniejszy dokument został opracowany zwłaszcza w celu określenia wymagań związanych z przygotowaniem powierzchni konstrukcji stalowych, ustalone właściwości mogą być w zasadzie odpowiednie w zastosowaniu do przygotowania powierzchni innych materiałów lub ich części, przy wykorzystaniu technik obróbki strumieniowo-ściernej. Te techniki są opisane w ISO 8504-2.
Data publikacji: 15-11-2018
Przygotowanie podłoży stalowych przed nakładaniem farb i podobnych produktów -– Wymagania dotyczące niemetalowych ścierniw do obróbki strumieniowo-ściernej –- Część 5: Żużel poniklowy
Zakres
W niniejszym dokumencie ustalono wymagania techniczne dotyczące żużla poniklowego jako ścierniwa, które jest stosowane w procesach obróbki strumieniowo-ściernej. Podano zakresy wielkości cząstek i wartości gęstości pozornej, twardość Mohsa, zawartość wilgoci, przewodność wodnego ekstraktu i zawartość chlorków rozpuszczalnych w wodzie.
Wymagania techniczne ustalone w niniejszym dokumencie mają zastosowanie wyłącznie do ścierniw dostarczanych jako „nowe”.
Nie dotyczą ścierniw podczas ich używania ani po ich użyciu.
Metody badań dotyczące niemetalowych ścierniw stosowanych w obróbce strumieniowo-ściernej są podane w różnych częściach ISO 11127.
UWAGA Chociaż niniejszy dokument został opracowany zwłaszcza w celu określenia wymagań dotyczących przygotowania konstrukcji stalowych, ustalone właściwości mogą być w zasadzie odpowiednie w zastosowaniu do przygotowania powierzchni innych materiałów lub ich części, przy wykorzystaniu technik obróbki strumieniowo-ściernej. Te techniki są opisane w ISO 8504-2.
Data publikacji: 15-11-2018
Spawanie -- Określanie liczby ferrytu (FN) w stopiwie nierdzewnych chromowo-niklowych stali austenitycznych i ferrytyczno-austenitycznych dupleks
Zakres
W niniejszym dokumencie określono metodę i aparaturę do:
— pomiaru zawartości ferrytu delta, wyrażonego jako liczba ferrytu (FN), w stopiwie ze stali nierdzewnych w przeważającym stopniu austenitycznych lub ferrytyczno-austenitycznych dupleks, poprzez siłę przyciągania między próbką metalu spawanego a standardowym magnesem trwałym;
— przygotowania i pomiaru standardowych wkładek do elektrod otulonych do spawania ręcznego. Ogólnie metoda jest również zalecana do pomiaru ferrytu spoin produkcyjnych i dla stopiw z innych procesów, takich jak spawanie łukowe elektrodą wolframową, spawanie łukowe elektrodą topliwą w osłonie gazu i spawanie łukiem krytym (w tym przypadku sposób wytwarzania wkładu powinien być zdefiniowany);
— kalibrowania innych przyrządów do pomiaru FN.
Metoda określona w niniejszym dokumencie jest przeznaczona do stosowania dla stopiw w stanie surowym po spawaniu i dla stopiw po obróbce termicznej, powodującej całkowitą lub częściową przemianę ferrytu w dowolną fazę niemagnetyczną. Obróbki termiczne austenizujące, zmieniające wielkość i kształt ferrytu, będą zmieniać odpowiedź magnetyczną ferrytu.
Metoda nie jest przeznaczona do pomiaru zawartości ferrytu w odlewach, odkuwkach lub przerobionych plastycznie próbkach ze stali austenitycznych lub próbkach ze stali ferrytyczno-austenitycznych dupleks.
Data publikacji: 16-11-2018
Specyfikacje geometrii wyrobów (GPS) -- Tolerowanie wymiarów -- Część 1: Wymiary liniowe wewnętrzne lub zewnętrzne
Zakres
W niniejszej części ISO 14405 ustanowiono domyślny operator specyfikacji (patrz ISO 17450-2) dla wymiaru liniowego wewnętrznego lub zewnętrznego i zdefiniowano pewną liczbę specjalnych operatorów specyfikacji wymiaru liniowego wewnętrznego lub zewnętrznego dla elementów wymiarowalnych, jak np. „walec”, „sfera”, „torus”, „okrąg”, „dwie naprzeciwległe płaszczyzny równoległe”, lub „dwie naprzeciwległe proste równoległe”.
Zdefiniowano także modyfikatory specyfikacji i oznaczenia rysunkowe tych wymiarów liniowych wewnętrznych lub zewnętrznych.
Niniejsza część ISO 14405 dotyczy następujących wymiarów liniowych wewnętrznych lub zewnętrznych:
a) wymiar lokalny:
― wymiar dwu punktowy;
― wymiar sferyczny;
― wymiar przekroju;
― wymiar fragmentu;
b) wymiar globalny:
― wymiar liniowy globalny bezpośredni:
― wymiar najmniejszych kwadratów;
― wymiar największy wpisany;
― wymiar najmniejszy opisany;
― wymiar minimax;
― wymiar liniowy globalny pośredni;
c) wymiar obliczony:
― średnica obwodowa;
― średnica powierzchniowa;
― średnica objętościowa;
d) wymiar uporządkowany:
― wymiar największy;
― wymiar najmniejszy;
― wymiar średni;
― wymiar środkowy,
― wymiar środka zakresu;
― zakres wymiarów;
― odchylenie standardowe wymiarów.
W niniejszej części ISO 14405 zdefiniowano tolerancje wymiarów wewnętrznych lub zewnętrznych liniowych dla następujących przypadków:
― odchyłka graniczna + i/lub – (np. 0/–0,019);
― wymiar graniczny górny (ULS) i/lub wymiar graniczny dolny (LLS) (np. 15,2 max., 12 min. lub 30,2/30,181);
― kod ISO klasy tolerancji zgodny z ISO 286-1 (np. 10h6);
z modyfikatorami lub bez nich.
Niniejsza część ISO 14405 zawiera zbiór narzędzi do wyrażania różnych typów charakterystyk wymiarów wewnętrznych lub zewnętrznych. Nie przedstawia żadnych informacji na temat związku między funkcją lub użytkiem a charakterystyką wymiaru wewnętrznego lub zewnętrznego.
Data publikacji: 20-11-2018
Wysokoskuteczne filtry i materiały filtracyjne do usuwania cząstek z powietrza -- Część 2 : Wytwarzanie aerozolu, urządzenia pomiarowe i statystyka dotycząca zliczania cząstek
Zakres
Niniejsza część ISO 29463 określa wytwarzanie aerozolu i urządzenia pomiarowe stosowane do badania wysokosprawnych filtrów i materiałów filtracyjnych zgodnie z ISO 29463-3, ISO 29463-4 i ISO 29463-5, jak również metodę statystyczną zliczania cząstek o małej liczbie zdarzeń. Norma ta jest przewidywana do stosowania łącznie z 29463-1, ISO 29463-3, ISO 29463-4 i ISO 29463-5.
Data publikacji: 20-11-2018
Wysokoskuteczne filtry i materiały filtracyjne do usuwania cząstek z powietrza -- Część 3 : Badania materiałów filtracyjnych z płaskich arkuszy
Zakres
Niniejsza część ISO 29463 określa metodę badania skuteczności materiałów filtracyjnych z płaskich arkuszy, Norma ta jest przewidywana do stosowania łącznie z 29463-1, ISO 29463-3, ISO 29463-4 i ISO 29463-5.
Data publikacji: 20-11-2018
Wysokoskuteczne filtry i materiały filtracyjne do usuwania cząstek z powietrza -- Część 4 : Metoda badania szczelności elementów filtru -- Metoda skanowania
Zakres
Niniejsza część ISO 29463 określa procedurę badawczą „metody skanowania“, uważaną za metodę referencyjną określania szczelności elementów filtra. Stosuje się ją do filtrów o klasach od ISO 35 H do ISO 75 U. Norma opisuje także inne metody, jak szczelność za pomocą strużki olejowej (patrz Załącznik A) oraz fotometryczne badanie szczelności (patrz Załącznik B), które stosuje się do filtrów HEPA o klasach od ISO 35 H do ISO 45 H oraz badanie szczelności za pomocą aerozolu stałego PSL (patrz Załącznik E). Norma ta jest przewidywana do stosowania łącznie z 29463-1, ISO 29463-2, ISO 29463-3 i ISO 29463-5.
Data publikacji: 20-11-2018
Wysokoskuteczne filtry i materiały filtracyjne do usuwania cząstek z powietrza -- Część 5 : Metoda badania elementów filtru
Zakres
Niniejsza część ISO 29463 określa referencyjną procedurę badania skuteczności filtrów dotyczącej najbardziej penetrujących wielkości cząstek (MPPS). Podaje także wytyczne dotyczące badania i klasyfikacji filtrów na podstawie wielkości MPPS mniejszej niż 0,1 μm (Załącznik B) oraz filtrów zawierających materiały filtracyjne w postaci (naładowanych) włókien syntetycznych (Załącznik C). Norma ta jest przewidywana do stosowania łącznie z 29463-1, ISO 29463-2, ISO 29463-3 i ISO 29463-4.
Data publikacji: 21-11-2018
Przygotowanie podłoży stalowych przed nakładaniem farb i podobnych produktów -– Metody badań metalowych ścierniw do obróbki strumieniowo-ściernej –- Część 1: Pobieranie próbek
Zakres
W niniejszym dokumencie ustalono metodę pobierania próbek metalowych ścierniw do obróbki strumieniowo-ściernej z dostarczonego ścierniwa oraz metodę podziału ścierniwa na próbki do badań, odpowiednie do wykonania badań metodami ustalonymi w innych częściach ISO 11125.
Jest ona jedną z wielu części ISO 11125, która dotyczy pobierania próbek i badania metalowych ścierniw do obróbki strumieniowo-ściernej.
Typy metalowych ścierniw i wymagania dotyczące każdego z nich są podane w różnych częściach ISO 11124.
Serie norm ISO 11124 i ISO 11125 zostały opracowane jako spójny zestaw Norm Międzynarodowych dotyczących metalowych ścierniw do obróbki strumieniowo-ściernej. Informacje o wszystkich częściach obu serii podano w Załączniku A.
Data publikacji: 21-11-2018
Materiały dodatkowe do spawania -- Elektrody otulone do ręcznego spawania łukowego elektrodą metalową stali o wysokiej wytrzymałości -- Klasyfikacja
Zakres
W niniejszym dokumencie określono wymagania dotyczące klasyfikacji elektrod otulonych i stopiwa w stanie po spawaniu lub w stanie po obróbce cieplnej do ręcznego spawania łukowego elektrodą metalową stali o wysokiej wytrzymałości o minimalnej granicy plastyczności większej niż 500 MPa lub minimalnej wytrzymałości na rozciąganie większej niż 570 MPa.
Niniejszy dokument jest połączoną specyfikacją, podającą klasyfikację, wykorzystującą system oparty o granicę plastyczności i średnią pracę łamania dla stopiwa wynoszącą 47 J, lub wykorzystującą system oparty o wytrzymałość na rozciąganie i średnią pracę łamania dla stopiwa wynoszącą 27 J.
a) Podrozdziały i tablice, które mają przyrostek "A" znajdują zastosowanie tylko do elektrod otulonych, klasyfikowanych zgodnie z systemem opartym o granicę plastyczności i średnią pracę łamania dla stopiwa wynoszącą 47 J, zgodnie z niniejszą Normą Międzynarodową.
b) Podrozdziały i tablice, które mają przyrostek "B" znajdują zastosowanie tylko do elektrod otulonych, klasyfikowanych zgodnie z systemem opartym o wytrzymałość na rozciąganie i średnią pracę łamania dla stopiwa wynoszącą 27 J, zgodnie z niniejszą Normą Międzynarodową.
c) Podrozdziały i tablice, które nie mają ani przyrostka "A" ani "B", znajdują zastosowanie do wszystkich elektrod otulonych, klasyfikowanych według niniejszego dokumentu.
Data publikacji: 22-11-2018
Przygotowanie podłoży stalowych przed nakładaniem farb i podobnych produktów – Metody badań metalowych ścierniwdo obróbki strumieniowo-ściernej –- Część 7: Oznaczanie zawartości wilgoci
Zakres
W niniejszym dokumencie ustalono metodę badania dotyczącą oznaczania poziomu niezwiązanej wilgoci w metalowych ścierniwach do obróbki strumieniowo-ściernej. Metoda polega na pomiarze ubytku masy po ogrzaniu.
Jest ona jedną z wielu części ISO 11125, która dotyczy pobierania próbek i badania metalowych ścierniw do obróbki strumieniowo-ściernej.
Typy metalowych ścierniw i wymagania dotyczące każdego z nich są podane w różnych częściach ISO 11124.
Serie norm ISO 11124 i ISO 11125 zostały opracowane jako spójny zestaw Norm Międzynarodowych dotyczących metalowych ścierniw do obróbki strumieniowo-ściernej. Informacje o wszystkich częściach obu serii podano w Załączniku A.
Data publikacji: 23-11-2018
Asfalty i lepiszcza asfaltowe -- Oznaczanie nawrotu sprężystego asfaltów modyfikowanych
Zakres
W niniejszej Normie Europejskiej określono metodę oznaczania nawrotu sprężystego lepiszczy asfaltowych z użyciem duktylometru w temperaturze badania (zwykle 25 °C lub 10 °C, ale może być stosowana również inna temperatura).
Metoda ta jest szczególnie przydatna do lepiszczy asfaltowych modyfikowanych elastomerami termoplastyczny¬mi, ale może również zostać wykorzystana do badań innych lepiszczy asfaltowych o małym nawrocie sprężystym.
OSTRZEŻENIE ― Stosowanie niniejszej Normy Europejskiej może być związane z użyciem niebezpiecznych materiałów i wyposażenia oraz wykonywaniem niebezpiecznych czynności. W niniejszej Normie Europejskiej nie zostały ujęte wszystkie zagadnienia związane z bezpieczeństwem jej stosowania. Użytkownik niniejszej Normy Europejskiej jest odpowiedzialny za dobranie odpowiednich przepisów związanych z bezpieczeństwem pracy i ochroną zdrowia oraz za sprawdzenie, przed zastosowaniem normy, dotrzymania ograniczeń regulowanych tymi przepisami.
Data publikacji: 22-11-2018
Asfalty i lepiszcza asfaltowe -- Oznaczanie lepkości dynamicznej asfaltów i lepiszczy asfaltowych metodą stożek i płytka
Zakres
W niniejszym dokumencie określono metodę oznaczania lepkości dynamicznej lepiszczy asfaltowych z zastosowaniem lepkościomierza stożek i płytka w różnych zakresach temperatury. Niniejsza metoda badań jest przeznaczona do wszystkich lepiszczy asfaltowych (np. asfaltów drogowych i modyfikowanych polimerami) niestarzonych lub starzonych. Jest również odpowiednia do lepiszczy asfaltowych odzyskanych zgodnie z EN 12697-3 [1] i EN 12697-4 [2] bez lub z ograniczoną ilością wypełniacza.
OSTRZEŻENIE ― Stosowanie niniejszego dokumentu może być związane z użyciem niebezpiecznych materiałów i wyposażenia oraz wykonywaniem niebezpiecznych czynności. W niniejszym dokumencie nie zostały ujęte wszystkie zagadnienia związane z bezpieczeństwem jej stosowania. Użytkownik niniejszego dokumentu jest odpowiedzialny za dobranie odpowiednich przepisów związanych z bezpieczeństwem pracy i ochroną zdrowia oraz za sprawdzenie, przed zastosowaniem normy, dotrzymania ograniczeń regulowanych tymi przepisami.
Data publikacji: 22-11-2018
Konstrukcje drewniane -- Drewno konstrukcyjne o przekroju prostokątnym sortowane wytrzymałościowo -- Część 3: Sortowanie maszynowe; wymagania dodatkowe dotyczące zakładowej kontroli produkcji
Zakres
W niniejszej Normie Europejskiej przedstawiono dodatkowe wymagania do podanych w EN 14081-1 dotyczących badania typu dla drewna konstrukcyjnego, klasyfikowanego za pomocą maszyn sortowniczych, o przekroju prostokątnym, kształtowanym za pomocą cięcia, strugania lub w inny sposób, z odchyłkami wymiarów zgodnymi z EN 336.
Data publikacji: 27-11-2018
Systemy szynoprzewodów -- Część 1: Wymagania ogólne
Zakres
Niniejsza zmiana wprowadza następujące zmiany:
- w rozdziale 3 dotyczącym używanych w dokumencie definicji wprowadzono dwie nowe definicje dotyczące czyszczenia podłóg na mokro ( 3.54 ) i czyszczenia podłóg na sucho ( 3.55 );
- w rozdziale 8 opisującym znakowanie i dokumentację w 8.8 zmieniono materiał używany do badania trwałości oznakowania z benzyny ekstrakcyjnej na heksan;- w rozdziale 9 określającym wymagania konstrukcyjne poprawiono błąd w zakresie użytych jednostek z Mm² na mm²;
- w rozdziale 11 dotyczącym ochrony przed porażeniem prądem elektrycznym w 11.3.1 i 11.3.2 wprowadzono zamiast częstotliwość 50 Hz lub 60 Hz pojęcie częstotliwości znamionowej 50 Hz lub 60 Hz;- w podrozdziale 13.5 określającym materiały dopuszczone do stosowania na konstrukcje przewodzące prąd, zaciski i zaciski uziemiające systemów przewodów szynowych dodano dwa nowe materiały aluminium i mosiądz;
- w rozdziale 21 dotyczącym wpływu środowiska w 21.1.3 zmieniono zakres badań systemów przewodów szynowych w atmosferze mgły solnej.
Data publikacji: 27-11-2018
Systemy szynoprzewodów -- Część 1: Wymagania ogólne
Zakres
Niniejsza norma określa wymagania ogólne i badania dotyczące systemów przewodów szynowych (PT) o napięciu znamionowym 50 Hz/60 Hz nie przekraczającym 277 V a.c. w układach jednofazowych lub 480 V a.c. w układach dwufazowych lub trójfazowych i na prąd znamionowy nie przekraczający 63 A. Systemy te stosowane są do rozdziału energii elektrycznej w budynkach domowych, obiektach handlowych i przemysłowych. Systemy przewodów szynowych, zgodne z niniejszą normą, są przeznaczone do stosowania w niżej podanych warunkach: - w temperaturze otoczenia w zakresie od -5 °C do + 40 °C, w okresie czasu ponad 24 h średnia jej wartość nie powinna przekroczyć + 35 °C; - w warunkach, w których nie może nastąpić przekroczenie temperatury poza granice ustalone powyżej, spowodowane źródłem wysokiej temperatury; - do wysokości nie przekraczającej 2 000 m ponad poziom morza; - w atmosferze nie zawierającej nadmiernego zanieczyszczenia przez dym, wyziewy chemiczne, w atmosferze, w której nie występują przedłużające się okresy o wysokiej wilgotności lub inne nienormalne warunki. W zastosowaniach o specjalnych lokalizacjach, takich jak na statkach, w pojazdach i tym podobnych oraz w niebezpiecznych lokalizacjach, na przykład, w pomieszczeniach zagrożonych wybuchem, mogą być niezbędne wykonania o specjalnych konstrukcjach. Niniejsza norma nie ma zastosowania do: - systemów listew kablowych do instalacji elektrycznych spełniających wymagania IEC 61084; - przewodów szynowych spełniających wymagania IEC 60439-2; - elektrycznych systemów szynoprzewodowych zasilających do opraw oświetleniowych spełniających wymagania IEC 60570
Data publikacji: 27-11-2018
Sprzęt do spawania łukowego -- Część 1: Spawalnicze źródła energii
Zakres
Niniejsza część IEC 60974 ma zastosowanie do źródeł energii do spawania łukowego i procesów pokrewnych, przeznaczonych do użytku przemysłowego i profesjonalnego, zasilanych napięciem nieprzekraczającym 1000 V, zasilanych z baterii lub napędzanych środkami mechanicznymi.
W niniejszym dokumencie określono wymagania bezpieczeństwa i wydajności eksploatacyjne dla spawalniczych źródeł energii i systemów cięcia plazmowego.
Niniejszy dokument nie dotyczy źródeł energii do spawania i cięcia łukowego o ograniczonym obciążeniu, które przeznaczone są głównie do użytku przez nieprofesjonalistów i zaprojektowane zgodnie z normą IEC 60974-6.
Niniejszy dokument zawiera wymagania dla spawalniczych źródeł energii zasilanych z baterii spawalniczych źródeł prądu i zestawów baterii, które są podane w Załączniku O.
Niniejszy dokument nie ma zastosowania do badań źródeł energii podczas okresowej konserwacji lub po naprawie.
Data publikacji: 27-11-2018
Farby i lakiery -- Oznaczanie właściwości przenikania pary wodnej -- Metoda z zastosowaniem naczynka
Zakres
W niniejszym dokumencie ustalono metodę oznaczania właściwości przenikania pary wodnej przez powłoki z farb, lakierów i podobnych produktów.
Uzupełnia on ISO 12572. W możliwie największym stopniu z ISO 12572 wzięto procedurę, definicje i obliczenia. Można skorzystać z ISO 12572, jeżeli to konieczne, w celu lepszego zrozumienia procedury ustalonej w niniejszym dokumencie.
Za pomocą metody badania opisanej w niniejszym dokumencie nie określi się dokładnie liczbowo współczynników przenikania pary wodnej większych niż 680 g/(m2·d) (tj. dyfuzyjnie równoważnej grubości warstwy powietrza, sd, mniejszej niż 0,03 m).
Data publikacji: 28-11-2018
Systemy szynoprzewodów -- Część 21: Wymagania szczegółowe dotyczące systemów szynoprzewodów przeznaczonych do montowania na ścianach i sufitach
Zakres
Niniejsza norma określa wymagania ogólne i badania dotyczące systemów przewodów szynowych (PT) o napięciu znamionowym 50 Hz/60 Hz nie przekraczającym 277 V a.c. w układach jednofazowych lub 480 V a.c. w układach dwufazowych lub trójfazowych i na prąd znamionowy nie przekraczający 63 A. Systemy te stosowane są do rozdziału energii elektrycznej w budynkach domowych, obiektach handlowych i przemysłowych. Systemy przewodów szynowych, zgodne z niniejszą normą, są przeznaczone do stosowania w niżej podanych warunkach: - w temperaturze otoczenia w zakresie od -5 °C do + 40 °C, w okresie czasu ponad 24 h średnia jej wartość nie powinna przekroczyć + 35 °C; - w warunkach, w których nie może nastąpić przekroczenie temperatury poza granice ustalone powyżej, spowodowane źródłem wysokiej temperatury; - do wysokości nie przekraczającej 2 000 m ponad poziom morza; - w atmosferze nie zawierającej nadmiernego zanieczyszczenia przez dym, wyziewy chemiczne, w atmosferze, w której nie występują przedłużające się okresy o wysokiej wilgotności lub inne nienormalne warunki. W zastosowaniach o specjalnych lokalizacjach, takich jak na statkach, w pojazdach i tym podobnych oraz w niebezpiecznych lokalizacjach, na przykład, w pomieszczeniach zagrożonych wybuchem, mogą być niezbędne wykonania o specjalnych konstrukcjach. Niniejsza norma nie ma zastosowania do: - systemów listew kablowych do instalacji elektrycznych spełniających wymagania IEC 61084; - przewodów szynowych spełniających wymagania IEC 60439-2; - elektrycznych systemów szynoprzewodowych zasilających do opraw oświetleniowych spełniających wymagania IEC 60570. Dodano poniższy akapit: Niniejsza Część normy zawiera szczegółowy opis wymagań i badań systemów PT przeznaczonych do mocowania na ścianach i/lub sufitach. Mogą być one zamocowane pod powierzchnią lub częściowo na równi z powierzchnią, na powierzchni lub zawieszone nad ich powierzchnią z użyciem osprzętu mocującego
Data publikacji: 29-11-2018
Eurokod 2 -- Projektowanie konstrukcji z betonu -- Część 1-1: Reguły ogólne i reguły dla budynków
Zestawienie zostało opracowane przez Redakcję Budownictwo.org/Budowa.org
na podstawie ogólnodostępnych informacji publikowanych przez PKN
Podobne artykuły
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
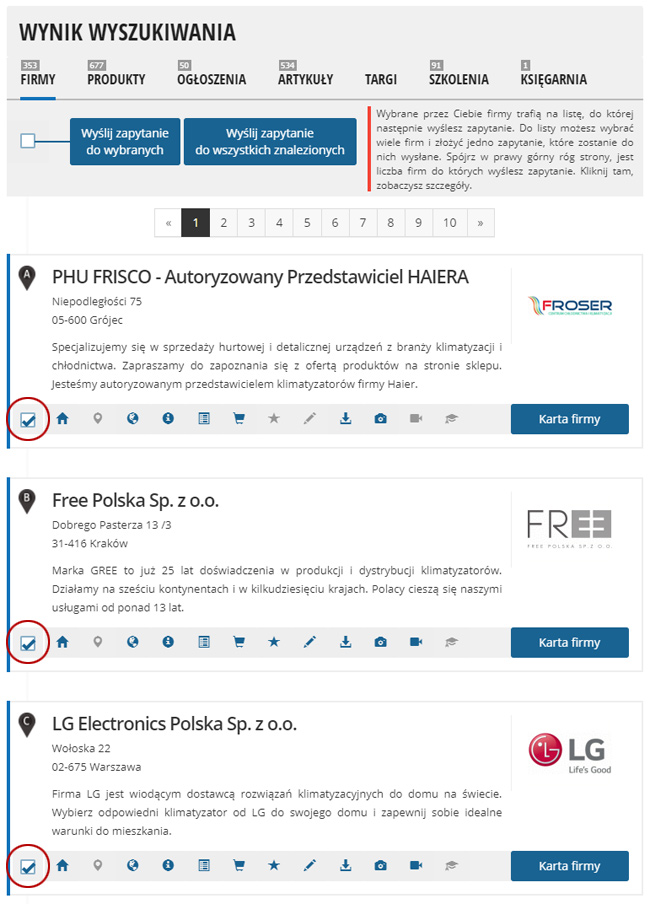
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
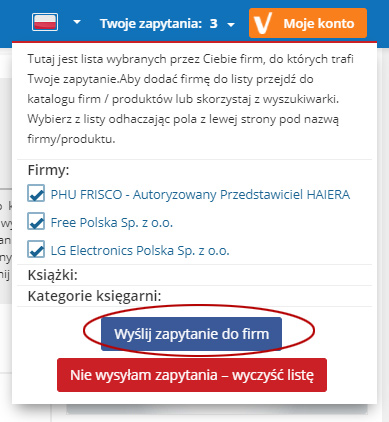
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
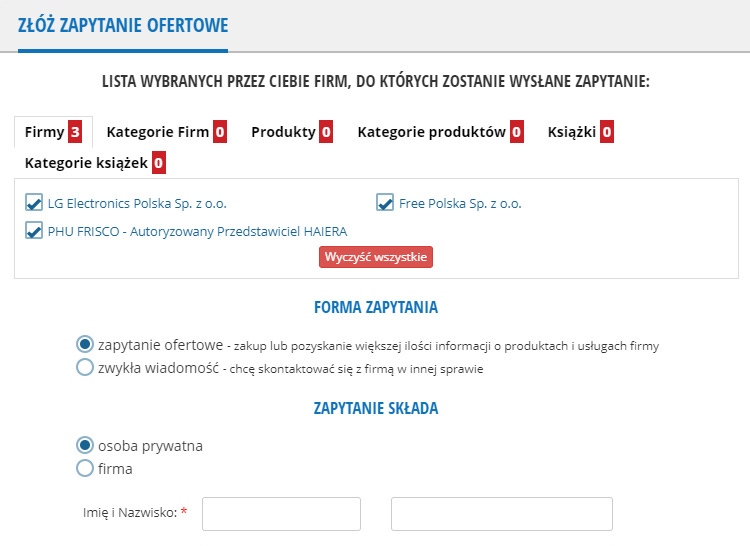
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.